
服务热线
13920081553
厂家直销 · 质量保障 · 技术支持
厂家直销 · 质量保障 · 技术支持
联系人:孙总
手 机:13920081553
电 话:022-86895873
地 址:天津市北辰大厦4-1602
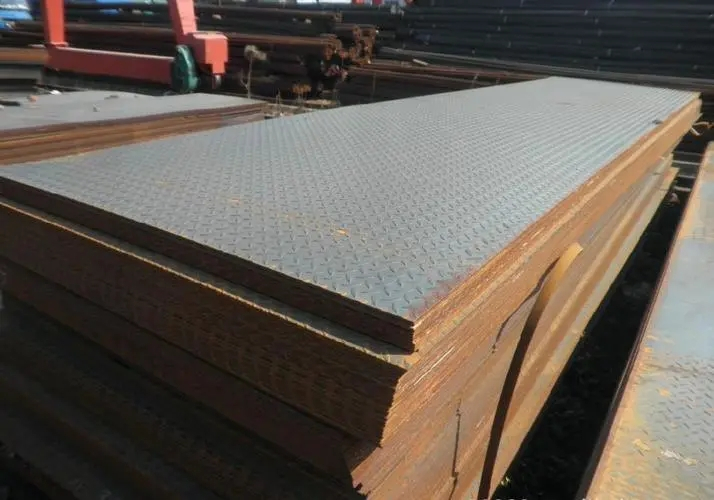
q235b花纹板生产工艺优化
1.1程序的开发
(1)增加精花纹板清零模式
由于在精轧制前需要对于棍缝进行标定,而常规单银的银缝标定压力较大,容易造成花纹辊裂纹等问题,因此待开发了花纹辊标定模式,精料未机架一级画面的Calibrationi画面中有正常模式Nor-malMode和花纹板模式
DiamondPlateMode,当轧制花纹板前标定时点击DiamondPlateModei进行标定即可。既保证了锟缝清零,又避免了花纹辊裂纹等问题。
(2)在卷取画面添加q235b花纹板卷径计算输入模式
在轧制花纹板时,由于系统按普板厚度进行计算,造成跟踪及卷径计算错误,尾部在到达卷取机前时没有减速垫,对卷取机冲击大,容易造成设备松动及液压管路漏油。为了完善花纹板卷取控制模式,将卷取机HM1中操作画面中添加q235b花纹板纹高输入对话框。3台卷取机分别为C1/C2/C3 thickness(其中C3为预留),具体操作:在轧制平板时,输入框内输入值为0,在轧制花纹板时,投用卷取机相应输入框内输入q235b花纹板纹高值,根据现场实测纹高值,操作工可以进行定范围内的修正。花纹板轧制完成后,将相应卷取机纹高输入框改为0。
服务热线










管理员
该内容暂无评论