
服务热线
13920081553
厂家直销 · 质量保障 · 技术支持
厂家直销 · 质量保障 · 技术支持
联系人:孙总
手 机:13920081553
电 话:022-86895873
地 址:天津市北辰大厦4-1602
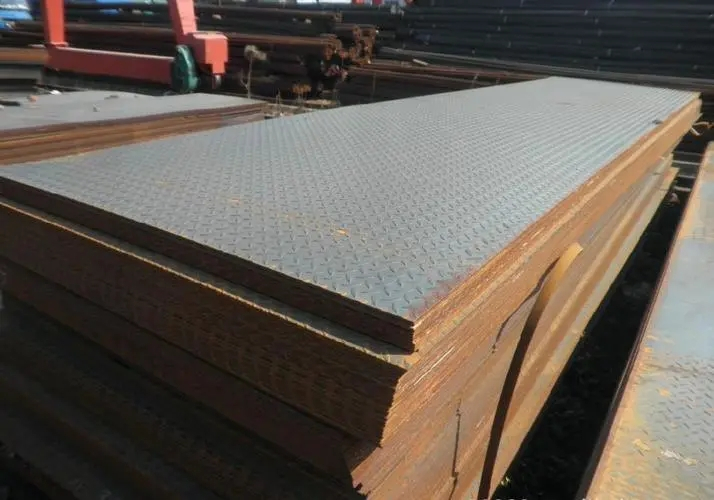
3mm厚Q235b花纹板轧线稳定性的保证在薄规格轧制时带钢穿带速度与轧制速度较高,穿带不稳造成废钢,甩尾造成刮撕的事故出现机率较大,尤其是1.4mm薄规格3mm厚Q235b花纹板对于轧机的稳定性要求很高。只有避免了精轧的跑偏,卷取机的卷形才能得到保证。因此承钢1780线对于轧机稳定性进行监控,通过刚度监控轴承座等轧机间隙的调整,提高带钢板形。轧制稳定性与轧机间隙有很大关系,而目前国内很多轧线对轧机间隙的控制以半年为周期,通过更换轧机滑板来实现。承钢1780生产线生产半年后虽对滑板进行了统一更换,但轧机稳定性逐渐变差,穿带不稳及甩尾现象频繁出现。为查找轧机稳定性变差的原因,建立了轧机稳定性评价方法,即监控标定清零时轧机两侧HGC缸输出量差值。分析发现,国内外生产线轧机稳定性较好,则两侧差值一般在0.5mm范围内,如两侧超出此标准则此机架评价百分比值为0,否则为1。当两侧差值较大时,对轧机窗口进行测量,发现由于轧机振动,承钢1780滑板磨损量大,窗口间隙严重超标。通过对轧机间隙进行维护,轧机稳定性逐渐提高。通过监控2013年12月至2014年4月轧机稳定性情况和轧机间隙维护,精轧机F1~F7七架轧机稳定性评价百分比明显提高,故障率明显降低,从而为薄规格轧制创造了设备条件。
服务热线










管理员
该内容暂无评论